¶ Lasercutter FabCore
Unser Lasercutter ist ein FabCore von FabCreator aus den Niederlanden. Die Ausgangsleistung des CO2-Lasers beträgt 40W.
¶ Materialparameter
Hier findet ihr die Einstellungen für unterschiedliche Materialien. Diese sollten auch direkt in Lightburn über die Bibliothek aufrufbar sein. Einstellungen für FabCore CO2 40W:
Hier findest du viele Materialien mit den dazugehörigen Lasercutterparametern. -> Link
¶ Geteste Einstellungen, die funktionieren:
Bitte hier nur nach Rücksprache verändern und nur Dinge eintragen, die 100% sicher sind.
| Material | Modus | Stärke | Speed | Max Pwr | Min Pwr | Passes | Notes |
|---|---|---|---|---|---|---|---|
| x | x | x | x | x | x | x | x |
| x | x | x | x | x | x | x | x |
| x | x | x | x | x | x | x | x |
| x | x | x | x | x | x | x | x |
¶ Einstellungen in Arbeit:
Die hier stehenden Einstellungen geben Anhaltspunkte
| Material | Modus | Stärke | Speed | Max Pwr | Min Pwr | Passes | Notes |
|---|---|---|---|---|---|---|---|
| x | x | x | x | x | x | x | x |
| x | x | x | x | x | x | x | x |
| x | x | x | x | x | x | x | x |
| x | x | x | x | x | x | x | x |
¶ Informationen vom Oberlab:
| Material | Modus | Stärke | Speed | Max Pwr | Min Pwr | Passes | Notes |
|---|---|---|---|---|---|---|---|
| Sperrholz | Schneiden | 3mm | 30mm/s | 100% | 100% | 1 | |
| Sperrholz | Schneiden | 6mm | 25mm/s | 100% | 100% | 2 | |
| Sperrholz | Schneiden | 6mm | 25mm/s | 100% | 100% | 2 | |
| Holz (Buche) | Gravieren | 10mm | 100mm/s | 25% | 20% | 1 | |
| Holz (Buche) | Raster-Gravieren | 10mm | 80mm/s | 5% | 2.5% | 1 | |
| Multiplex | Schneiden | 4mm | 20mm/s | 100% | 90% | 2 | |
| Bastelfilz | Schneiden | 3.5mm | 100mm/s | 25% | 20% | 2 | |
| Bastelfilz | Raster-Gravieren | - | 100mm/s | 7% | 2% | 1 | 10 Zeilen/mm; Schwarz entspricht dann ca. einer Gravurtiefe von 0.5mm |
| Lasergummi (f. Stempel) | Gravieren | 2.3mm | 100mm/s | 100% | 90% | 2 | Gravur unidirektional, 600lines/inch |
| Leder | Raster-Gravieren | 4mm | 100mm/s | 5% | 5% | 1 | |
| PS (Polystyrol) | Schneiden | 0.3mm | 100mm/s | 55% | 10% | 1 | Frequenz 5kHz |
¶ Anleitungen, Tipps, Tricks
¶ Anleitung Betrieb
¶ Status = betriebsbereit
¶ Anschalten
- Der Lasercutter hat einfach eine Mehrfach-Steckdose unter dem Tisch ganz links. Bitte stets drauf achten, dass auch der große (laute) Lüfter angesteckt ist und läuft.
- Den Schlüssel für den Lasercutter gibt es vom Team.
- Den Mac schaltet man auf der Rückseite an; der Knopf ist leider schwer zu sehen oder zu fühlen, lenks im unteren Eck ca. 7cm von der unteren und linken Außenkante weg auf der Rückseite.
- Auch das Admin-Passwort für den Mac bekommt man nur vom Team.
- Achtung: bei Anmeldung als "Gast" werden bei Neustart alle Einstellungen, Installationen und gespeicherten Dateien gelöscht. Der Gast-User wird stets im selben Zustand gehalten.
- Fenster öffnen, Abluft-Schlauch raus legen
¶ Nutzung
- Rechner anschalten, danach kann man dort im Wesentlichen drei Programme nutzen (sowohl im Admin- als auch im Gast-Bereich):
- Safari-Browser zum Browsen in diesem Internet
- InkScape zum Zeichnen von Vektorgrafiken
- LightBurn als Software für den Laser (HIER gibt es eine gute Video-Anleitung zu LigtBurn der Binary Kitchen)
Fertige Dateien (am besten eignen sich Vektorgrafiken, etwa .svg) in LightBurn importieren. Jeder Farbe kann rechts ein Parameter-Tupel zugeordnet werden und es kann eingestellt werden, ob das Objekt als "Linie" oder "Füllen" angelegt werden soll. Das Parameter-Tupel besteht aus Geschwindigkeit und Leistung. Je höher die Geschwindigkeit, desto kürzer wird an einem Punkt gelasert - und desto weniger Leistung kommt auf dem Werkstück an. Je höher die Leistung, desto tiefer geht ein Schnitt. Ergo: hohe Leistung, geringe Geschwindigkeit ist gut zum Schneiden von Material. Hohe Geschwindigkeit und geringe Leistung sind gur für oberflächliche Gravuren. Beispielwerte finden sich weiter unten.
"Linie" bedeutet, dass der Laser an einem Punkt beginnt, den Rand des Objektes abfährt und an einem weiteren Punkt endet. Anfangs- und Endpunkte können bei geschlossenen Formen aufeinanderfallen. "Linie" eignet sich v.a. für das Schneiden von Objekten oder das schnelle Gravieren von Außenlinien von Objekten. "Füllen" bedeutet, dass der Laser das Objekt Zeile für Zeile anrastert und den Laser dort anschaltet, wo er benötigt wird. "Füllen" eignet sich für das Schraffieren bzw. Gravieren von Objekten.
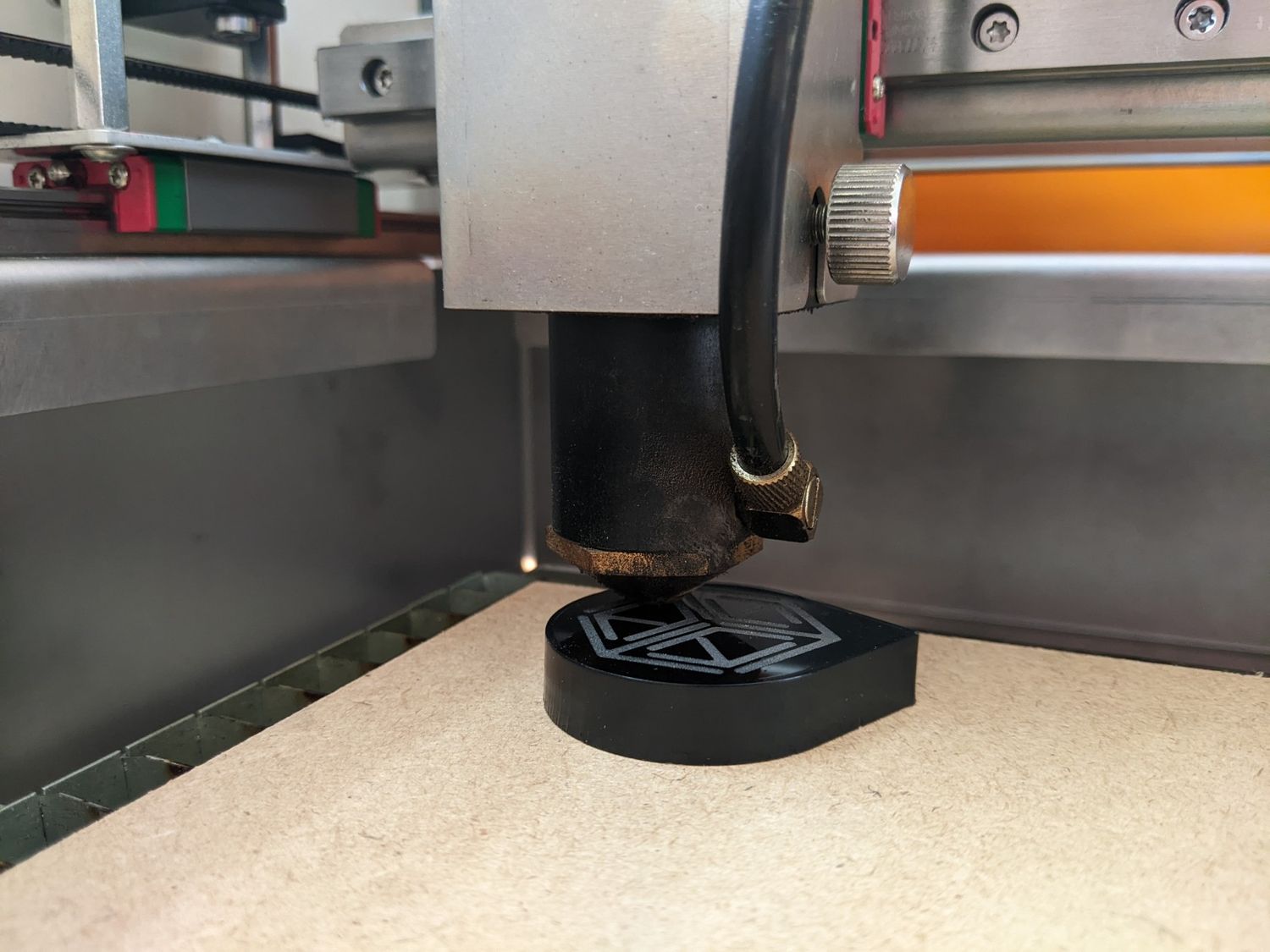
Holz einlegen. Nun muss der Fokus eingestellt werden:
- Laser mit Pfeiltasten auf dem Bedienfeld über das Werkstück fahren.
- den Fokus-Puk (liegt auf dem Laser, schwarz, mit FabCreator-Logo) auf das Werkstück legen; er sollte genau zwischen Werkstück und Linse passen. Falls nicht, Schraube neben der Linse lösen und Linse hoch- bzw. runtersetzen bis der Puk genau zwischen Werkstück und Linse passt.
Fahre dort hin, wo du beginnen möchstes. Drücke auf dem Bedienfeld "Origin". Damit weiß der Laser, dass das dein Startpunkt ist. In Lightburn auf dem Mac entspricht das dem Grünen Quadrat (meist oben links in der Zeichnung).
Mit "Frame" auf dem Bedienfeld kannst du einen Rahmen abfahren lassen, der der Größe deiner Zeichung entspricht. So stellst du sicher, dass alles, was du Lasern willst, auch auf deinem Werkstück (also etwa der Holzplatte) Platz hat.
Mit "Start" auf dem bedienfeld startest du; mit "Stop" brichst du ab. Es wird immer an dem Punkt gestartet, der zuletzt als "Origin" festgelegt wurde.
¶ Beispielwerte
Für 3mm dickes Holz (Pappel, Sperrholt, MDF o.ä.) eignen sich folgende Werte (jeweils Art, Geschwindigkeit, Leistung):
- schnelles Gravieren (nur Umrandung): "Linie", 200mm/s, 20%
- langsames Gravieren und Ausfüllen: "Füllen", 200mm/s, 20%
- Schneiden: "Linie", 10mm/s, 75%
- NIEMALS den Laser über 80% fahren - das kostet zu viel Lebenszeit der Laserröhre!!!
¶ Abschalten
- Alle Fenster auf dem Mac schließen
- Mac herunterfahren
- Schlüssel am laser in Sperr-Position
- Abluftschlauch rein holen
- Fenster schließen
- Mehrfach-Steckdose unter dem Tisch abschalten
- Laser einem Team-Mitglied aushändigen
- grobe Teile aus dem Laser räumen; evtl kurz mit Laborsauger durchsaugen
¶ Grundreinigung
Hin und wieder sollte der Laser grundgereinigt werden.
- Gitter entnehmen; dafür die Schrauben am Rahmen öffnen
- Linse entnehmen; dafür die Schraube rechts an der Linse öffnen
- Linse überprüfen; bei Bedarf reinigen
- Kleinteile unter dem Gitter mit dem Laborsauger absaugen
- Linse und Gitter wieder einsetzen
¶ Parameter aus Lightburn erklärt
¶ Laser Einstellungen
¶ Power
¶ MaxPower
Die Max Power gibt an, mit welcher maximalen Leistung der CO2 Röhre der Laser feuert. Es sollte nie über 80% Leistung eingestellt werden, weil sonst die Lebensdauer der Röhre leidet. Sollte diese Leistung nicht ausreichen können jedoch auch mehrere Durchläufe [Passes] eingesellt werden.
Unterhalb einer Leistung von 4% zündet die Röhre nicht mehr. Sollte diese Leistung zu hoch sein, kann ganz einfach die Geschwindigkeit [Speed] höher gestellt werden.
¶ Min Power
Wenn der Laser um Ecken fahren muss, wird er langsamer. Dies führt dazu, dass Ecken und stellen, an denen viele Richtungsänderungen nötig sind Verbrennen. Dies wird vom Controller dadurch ausgeglichen, dass er die Leistung an diesen Stellen reduziert - wenn man dies bei Min Power eingestellt hat.
¶ Arbeiten mit Masking Tape
Ermöglicht einige Dinge beim Lasercutter
¶ Schmauchspuren verhindern
Wenn vor dem Lasern auf der Vorder und/oder Rückseite Masking Tape (ScotchBlue-2093-Premium-Masking-Abdeckband) verwedet wird, kann man die Schmauchspuren nach dem Lasern einfach abziehen :)

(Man vergleiche hier einfach die Kanten)
¶ Maskieren für Farbe
Indem das Masking Tape einfach perforiert (oder ganz weggelasert) wird, eignet es sich um feine Maskierungen zum für Farben zu erstellen, die auf dem Werkstücken erstellt werden. Mit genügend Abstand zwischen den Maskierten Stellen können auch mehrfarbige Objekte erstellt werden. (Grundieren vor dem Lasern gibt eine weitere Farbe).

¶ Masking Tape für Sticker
Masking Tape kann auch selbst das Objekt sein, das gelasert wird um z.B. Wandsticker zu erstellen. Link
¶ Links
¶ Testfiles generieren um Parameter herauszufinden:
https://o2creative.co.nz/laser/
¶ Generatoren für Boxen:
¶ Verschiedne Generatoren:
- Parametrische Schneeflocken: https://www.youtube.com/watch?v=-WHORPKPZP4&t=292s https://fr0zensystem.bleeptrack.de
¶ Tutorial:
DIE unglaublich in die tiefe gehende Videoserie schlechthin: RD Work Learning Labs series z.B. um zu verstehen, wie Bilder graviert werden Link
¶ Gravieren
Beim Gravieren muss man beim Laser Cutter schauen, ob unter Edit-> device Settings -> scanning Offset adjustment Werte stehen und dass sie Enabeld sind.
Man kann sie von /gast/LaserBIB importieren. (wenn man das nicht macht, dann erscheinen zwei verschobene Bilder)
¶ Specs
Der laserCutter ist ein FabCore von FabCreator: https://fablabfactory.com/de/produkt/fabcreator-fabcore/
¶ Dimensionen
- Arbeitsbereich: 600 x 300 mm
- Abmessungen Maschine: 960 x 553 x 240 mm
- Gewicht: 45 kg
- Laser-Typ: Versiegelte CO2-Laserröhre
- Laserleistung: 40 W
- Software: Lightburn
- Weitere Hardware benötigt: FabCool-Kühler, Luftpumpe, Rauchgasabsaugung
- Sicherheitseinrichtungen: Not-Aus, Schlüssel, Türkontaktsensoren, Kühler-Sensor
¶ Projekte
¶ Skateboard Lasern:
Am besten Karton verwenden, dann kann dauert das Lasern nur 1-2 Minuten und es macht gar nichts, wenn man Fehler macht, die man mit jedem Entwurf verbessern kann.

¶ Vorlagen:
Datei in Tinkercad zum Bearbeiten
¶ Idee:
Baue selbst ein Skateboard. Dabei werden alle grundlegenden Befehle in Tinkercad benötigt. Dir Idee stammt von HL ModTech und ihr findet auch ein Video in dessen Youtubekanal.
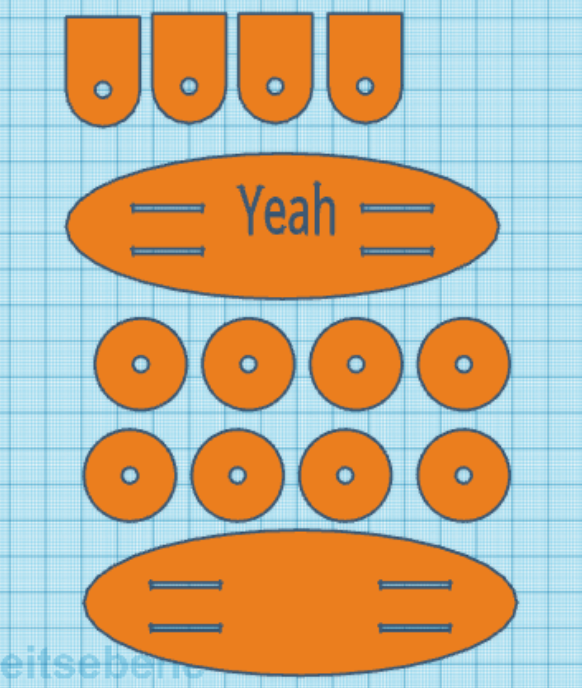
¶ Dinge auf die man achten sollte:
- Die Durchmesser der Räder an die Strohhalme anzupassen.
- Die Halterung für die Räder so groß machen, dass die Räder unter das Skateboard passen :)
- Die Schlittze im Brett so breit zu machen, wie der Karton dick ist.
¶ Software zur Erstellung von Vorlagen
¶ Tinker Cad
Auch wenn die Software eigentlich zur Modellierung von 3D Objekten primär genutzt wird, kann damit auf einfache Art und weise schnell ein Entwurf von Objekten erstellt werden, die sich als SVG Datei exportieren lassen und dann mit Lightburn schnell gedruckt werden können.
¶ ACHTUNG:
Nicht verwirren lassen, die Dateien scheinen nach dem Export leer zu sein, da die Linienbreit der Bilder sehr gering ist. Dies ist beim Import in Lightburn aber egal. Wollt ihr die Dateien z.B. in Inkskape "sichtbar" machen, muss dort die Breite der Kontour auf einen sichbaren Wert gestellt werden.
¶ Tutorials:
Auf Englisch, aber gut:
¶ Inkscape
Eine OpenSource Software zur bearbeiten von Vektorgrafiken. Link
¶ Arbeiten mit der Kamera
Achtung: Diese Anleitung ist ein erster Entwurf, vor allem die Begriffe müssen Überarbeitet werden und Bilder müssen eingefügt werden.
Auf der rechten Seite befindet sich die Kamerasteuerung. Dort kann mit "Capture new Overlay" BEI GEÖFFNETEN DECKEL ein passendes Bild aufgenommen werden. Dies hilft dabei Entwüfe auf eingelegtem Material zu plazieren. Damit dies Funktioniert muss die Einstellung "absolute Koordinaten" bei Laser verwendet werden.
¶ Vorgehen zur exakten Plazierung (wenn es auf jeden mm ankommt)
- bei geöffnetem Deckel einen neuen Hinterund aufnehmen.
- Auf einer Stelle, die nicht benötigt wird ein kleines Fadenkreuz einbrennen.
- Den Laser mit dem Positioniertool aus der Werkzeugleiste auf das Fadenkreuz in der Software fahren lassen.
- Vergleich der echten realen Laserposition (Roter Laserpunkt) im Bezug mit dem echten eingbrannten Fadenkreuz.
- Mithilfe der x und y Verschiebung das Bild in der Software verschieben.
- Zurück zu Schritt 3 und wiederholen, bis das Ergebnis passt.
¶ Achtung:
- Für die Positionierung muss das Bild mit geöffnetem Deckel aufgenommen werden.
- Damit die Positionierung funktioniert muss die Einstellung "absolute Koordinaten" in Lightburn verwendet werden.
¶ Trace Image
Ein Tutorial zu den Parameter findet ihr hier. Es gibt vor allem Einstellungen um mit ungleicher Belichtungsstärke zurechtzukommen.
https://www.youtube.com/watch?v=ClGFqyfG4hU&t=6s
¶ 3d aus dem Laserdrucker
¶ Idee:
klassische STL 3d Dateien aus Karton ausdrucken. Entweder massiv, Schicht für Schicht, als Gitter oder nur die Hülle.
¶ Beispiele
folgen noch.
¶ Programme zum umwandeln von 3d Modelle:
¶ Slicer für Fusion
kann all das wunderbar. https://knowledge.autodesk.com/support/fusion-360/troubleshooting/caas/downloads/content/slicer-for-fusion-360.html
¶ Slic3r
sollte schichten erstellen können, haben wir aber noch nicht hinbekommen. https://manual.slic3r.org/advanced/svg-output
¶ Einstellung für Karton
Nur ein Anhaltspunkt für 3mm Karton, zweilagig: ??? Schneiden Speed 50, MaxPower 20, MinPower 5, 2 Durchgänge ??? Markieren: Speed 100, MaxPower 10,MinPower 5, 1 Durchgang
¶ Literatur
Guter Einblick in Lightburn sowie das Arbeiten mit einer Kamera am Laser bietet Make:, Ausgabe 1/2024