3D-Drucker
Wir haben in den Labs mehrere 3D-Drucker. Hier erfährst du, wie man sie bedient und was sie können.
- Allgemeines
- Drucker-Peripherie und Gehäuse
- Prusa MINI+ ("atlas_1"), IP 10.10.8.2
- Prusa MINI+ ("bergelmir_2"), IP 10.10.8.3
- Prusa MK3S+ ("carpo_3"), IP 10.10.8.5
- Prusa MINI+ ("dione_4"), IP 10.10.8.6
- Prusa MK3S+ ("euporie_5"), IP 10.10.8.4
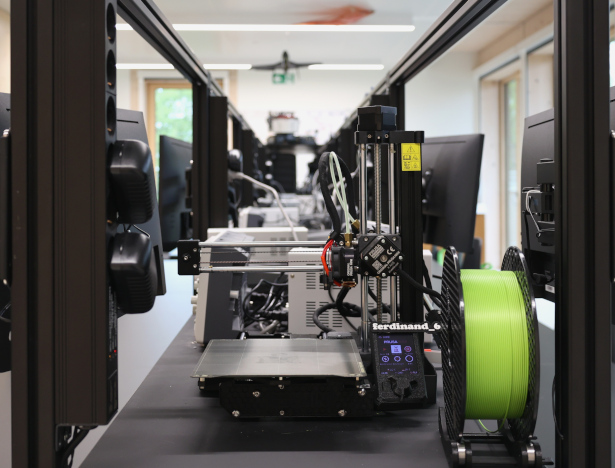
- Prusa MINI+ ("ferdinand_6"), IP 10.10.8.7
- Prusa MK4 ("galatea_7"), IP 10.10.8.8
- Filament-Drybox-Batterie
- 3D-Druck-Monitor (nur für Octoprint)
- Kameras
Allgemeines
Regeln
- KEIN METALL AUF DEM DRUCKBETT! Das Druckbett ist beschichtet; diese Beschichtung kann durch Kratzen mit harten Gegenständen, etwa Metallspatel, zerstört werden
- Wenn du dir unsicher bist, frage jemanden!
- Die Drucker werden in alphabetischer Reihenfolge nach den Monden von (Zwerg-)Planeten benannt im Schema mondname_x, wobei x eine fortlaufende Zahl ist und der Mondname klein geschrieben wird
Drucker
Wir haben 3D-Drucker von Prusa. Beachte dazu auch die Prusa Knowledge Base mit Anleitungen, Hinweisen etc: Prusa MINI+ und zwei MK3s+. Zur allgemeinen Druckerbenutzung gibt es HIER gute Hinweise. Wenn es mal hakt, gibt es HIER Hilfe, oder Fabian fragen. Wir nutzen den PrusaSlicer.
Namensgebung
Wir geben den namen alphabetisch aufsteigend Namen von Monden gefolgt von einer aufsteigenden Zahl. "atlas_1" war also unser erster Drucker. Jeder Drucker erhält ein Namensschild dank diesem SCAD-File.
Nutzung
-
Dateien für 3D-Drucker werden meist im .stl-Format gespeichert. Du findest z.B. solche .stl-Dateien auf Thingiverse oder Prusaprinters.
-
Diese .stl-Dateien muss man für den Drucker noch vorbereiten, das nennt man Slicen. Dafür benötigst du einen Slicer. Wir verwenden für die Prusa-Drucker auch den Prusa-Slicer, diesen findest du HIER für jedes Betriebssystem.
-
Lade die .stl-Datei in den Slicer und wähle deine Einstellungen rechts. 0.20mm ist in der Regel ausreichend, meist kann man sogar mit 0.25mm oder 0.30mm ausreichend qualitativ drucken. Diese Einstellung bezeichnet die Schichtdicke, also die vertikale Auflösung. Wähle unbedingt das richtige Filament aus; in den MINT-Labs nutzen wir meistens (aber keineswegs immer!) PLA von Prusa. "Stützen" benötigst du nur bei überhängenden Strukturen. "Rand" ist sinnvoll, wenn dein Objekt wenig Kontaktfläche zum Druckbett hat und umfallen könnte. Nach dem "Slicen" wird eine .GCODE-Datei erstellt. Diese kannst du z.B. auf einen USB-Stick laden, in den Drucker stecken und drucken. Wahlweise kann man den Drucker mittels Raspberry Pi über das WLAN ansteuern.
Grundreinigung
Hin und wieder sollte der Drucker gereinigt werden.
- Die Nozzle (das heiße Ende, aus den der Kunststoff raus kommt) kann im heißen Zustand mit einer einfachen Drahtbürste gereinigt werden
- mit einer 0.4mm Akkupunkturnadel kann im heißen Zustand in die Nozzle gestochen werden, um evtl. verbrannte Filamentrückstände zu lösen
- Das Druckblech darf ausschließlich mit einem Tuch und Isopropanol gereinig werden
Material
Beachte dazu auch den Materialleitfaden und die Materialtabelle von Prusa. Meist drucken wir PLA oder PETG. Beachte, dass PLA auf PEI-Blech und PETG auf Pulverbeschichtetem Blech. Wenn du anderes Material (ABS, ABS+, flexPLA, ...) verdrucken willst, sprich bitte erst mit Fabian.
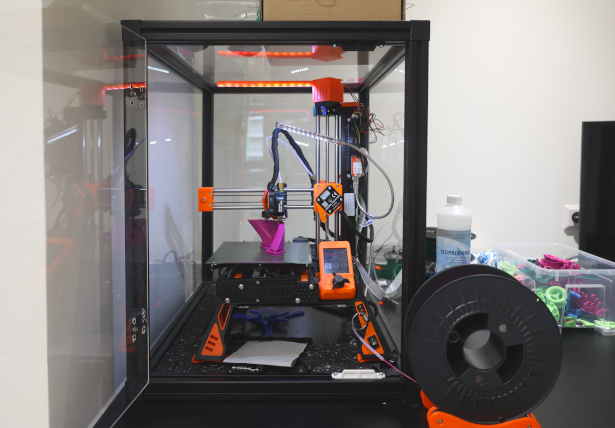
Drucker-Peripherie und Gehäuse
Gehäuse
Bislang sitzt der Prusa Mini "atlas_1" in einem selbstgebauten Gehäuse aus 20mm Alu-Profilen und Plexiglas. Die anderen Drucker waren zunächst in einem Selbstbau-Regal aus Ikea Lack Tischen. Die Anleitung dazu findet man HIER. Jedoch war uns diese Lack-Tisch-Kombination zu wackelig und zu wenig wartungsfreundlich (man kommt nur von vorne an die Drucker ran).

Daher haben wir nun ein Ikea Platsa Regal 80x55x180cm. Dieses hat als Boden zusätzlich eine Ikea Spildra Deckplatte für die Stabilität und darunter vier lenkbare Schwerlastrollen (zwei davon mit Bremse). Das Regal bietet Platz für bis zu vier MK3 oder bis zu acht Mini. In unserem Fall stehen ein MK4 galatea_7(oben), zwei Mini bergelmir_2 und dione_4 (mitte) und ein MK3 carpo_3 (unten) darin. Ganz unten ist ein Schubfach mit Ersatzteilen, zentrale Steckdose, Kleinteilen, etc. Leider haben nebeneinander zwar zwei Mini Platz (gerade so), aber nicht zwei MK3 oder auch nur ein MK3 und ein Mini. Mehr zum Platsa gibts auch HIER.
Ein weiteres Platsa (nur 1,20m hoch) enthält unseren zweiten MK3 euporie_5 (unten) sowie einen Mini ferdinand_6 (mitte) und oben drauf steht unser Mini atlas_1. Auch hier ist unten ein Fach für Abfälle, zentrale Steckdose uvm.
Was noch zu tun wäre:
- Alle Drucker via WiFi an-/abschaltbar
- Beleuchtung via WiFi schaltbar für alle Drucker
- evtl. Türen, evtl abschließbar
Druckermonitore
Um die Drucker auch ohne PC oder direkten Sichtkontakt zu beaufsichtigen, kann man sich kleine Druckermonitore (ESP8622 mit OLED-Display) bauen. Gehäuse aus Thingiverse gibts HIER oder tewas kleiner HIER. Den Source Code gibts HIER.
Octoprint-Status-LED
Octoprint kann u.a. direkt WS2812b-LEDs ansteuern, um gewisse Statusmeldungen über die LED-Farbe auszugeben. Solche LED-Bänder möchten wir in den jeweiligen Gehäusen installieren.
Nachteil: Damit wäre der Drucker mit dem Gehäuse durch eine Kabelverbindung dauerhaft verunden, wodurch die Wartung des Druckers, vor allem das Herausnehmen des Druckers aus dem Gehäuse, sehr erschwert wird. Daher wollen wir die STatus-LEDs undabhängig vom Standort des Druckers ansteuern.
Hier hilft ein ESP8266 (D1 mini). Er sitzt im Gehäuse und steuert die LEDs an, während er immer wieder den Status des Druckers über das WLAN ansteuert.
HIER findet ihr das GitHub-Repository für den Code. Achtung: man muss die Arduino JSON Library installieren und zwar in Version 5, nicht in der aktuellen Version (v6)! Sie sind nicht zueinander kompatibel.
Erweiterungsmöglichkeiten
Im Earhart-Labor wäre noch Platz für ein Ikea Platsa mit 60x55x180, oder vor den ersten Arbeitstischen könnten zwei Ikea Platsa mit 80x55x120 cm.
Prusa MINI+ ("atlas_1"), IP 10.10.8.2
Status = betriebsbereit
Specs
- Bauvolumen 180 x 180 x 180 mm | 7 x 7 x 7 Zoll
- Schichthöhe 0,05 – 0,25 mm
- Düse 0,4 mm Standard, eine breite Palette von anderen Durchmessern/Düsen wird unterstützt
- Durchmesser des Filaments 1,75 mm
- Unterstützte Materialien Große Auswahl an Thermoplasten, einschließlich PLA, PETG, ASA, ABS, PC (Polycarbonat), CPE, PVA/BVOH, PVB, HIPS, PP (Polypropylen), Flex, nGen, Nylon, Woodfill und andere gefüllte Materialien.
- Max. Verfahrgeschwindigkeit 200+ mm/s
- Max. Düsentemperatur 280 °C / 536 °F
- Max. Heizbett-Temperatur 100 °C / 212 °F
- Extruder Bowden-System mit 3:1-Getriebe
- Druckoberfläche Abnehmbare magnetische Stahlbleche(*) mit verschiedenen Oberflächen, Heizbett mit Kompensation kalter Ecken
- Druckerabmessungen (ohne Spulenhalter & externes Netzteil) 4,5 kg 38×33×38 cm; 15×13×15 Zoll (X×Y×Z)
Firmware: 5.1.0
IP, Zugang
- IP = 10.10.8.2
- url: atlas.mint-labs.de
- Nutzername und Passwort: gehe in die Druckereinstellungen
Anschalten
- Der Drucker hängt an einer Mekrfach-Steckdose. Diese musst du anschalten.
- Der Drucker hat einen weiteren Schalter vorne rechts am Gehäuse/Standfuß
Abschalten
- Schalter abschalten
- Mehrfachsteckdose abschalten
- fertig
Wartungs-Tagebuch
- 31.03.2025: Schmieren aller Linearführungen und reinigung des Druckers (von Mario L.)
Prusa MINI+ ("bergelmir_2"), IP 10.10.8.3

Der Linke 3D-Drucker ist der bergelmir.
Status = betriebsbereit
Specs
- Bauvolumen 180 x 180 x 180 mm | 7 x 7 x 7 Zoll
- Schichthöhe 0,05 – 0,25 mm
- Düse 0,4 mm Standard, eine breite Palette von anderen Durchmessern/Düsen wird unterstützt
- Durchmesser des Filaments 1,75 mm
- Unterstützte Materialien Große Auswahl an Thermoplasten, einschließlich PLA, PETG, ASA, ABS, PC (Polycarbonat), CPE, PVA/BVOH, PVB, HIPS, PP (Polypropylen), Flex, nGen, Nylon, Woodfill und andere gefüllte Materialien.
- Max. Verfahrgeschwindigkeit 200+ mm/s
- Max. Düsentemperatur 280 °C / 536 °F
- Max. Heizbett-Temperatur 100 °C / 212 °F
- Extruder Bowden-System mit 3:1-Getriebe
- Druckoberfläche Abnehmbare magnetische Stahlbleche(*) mit verschiedenen Oberflächen, Heizbett mit Kompensation kalter Ecken
- Druckerabmessungen (ohne Spulenhalter & externes Netzteil) 4,5 kg 38×33×38 cm; 15×13×15 Zoll (X×Y×Z)
Firmware: 5.1.0
IP, Zugang
- IP = 10.10.8.3
- url: bergelmir.mint-labs.de
- Nutzername und Passwort: gehe in die Druckereinstellungen
Anschalten
- Der Drucker hängt an einer Mekrfach-Steckdose. Diese musst du anschalten.
- Der Drucker hat einen weiteren Schalter hinten am eingebauten Netzteil; dieser sollte immer an sein
Abschalten
- Taster ausschalten
- fertig
Wartungs-Tagebuch:
- 19.09.2023:
Thermistor Heizbett getauscht von Mario L. und FQ

- 31.03.2025: Schmieren aller Linearführungen und reinigung des Druckers (von Mario L.)

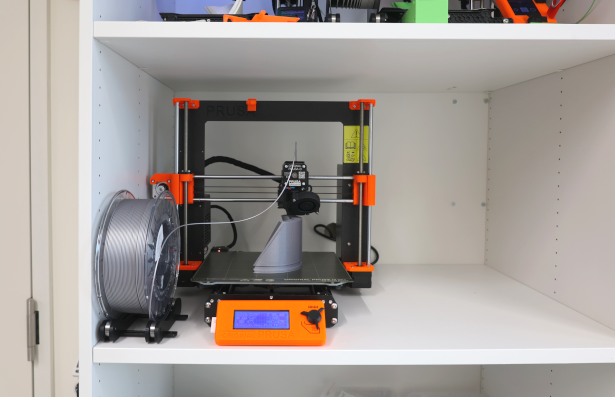
Prusa MK3S+ ("carpo_3"), IP 10.10.8.5

Status = betriebsbereit
Specs
- Bauvolumen 25×21×21 cm (9,84"×8,3"×8,3")
- Schichthöhe 0.05 - 0.35 mm
- Düse 0,4 mm Standard, eine breite Palette anderer Durchmesser/Düsen wird unterstützt
- Filament Durchmesser 1.75 mm
- Unterstützte Materialien Große Auswahl an Thermoplasten, einschließlich PLA, PETG, ASA, ABS, PC (Polycarbonat), CPE, PVA/BVOH, PVB, HIPS, PP (Polypropylen), Flex, nGen, Nylon, Carbon gefüllt, Woodfill und andere gefüllte Materialien.
- Maximale Verfahrgeschwindigkeit 200+ mm/s
- Maximale Düsentemperatur 300 °C / 572 °F
- Maximale Heizbett-Temperatur 120 °C / 248 °F
- Extruder Direct Drive, Bondtech Antrieb, E3D V6 Hotend
- Druckoberfläche Abnehmbare magnetische Stahlbleche(*) mit verschiedenen Oberflächenbehandlungen, Heizbett mit Kompensation der kalten Ecken
- Abmessungen des Druckers (ohne Spule) 7 kg, 50×55×40 cm; 19,6×21,6×15,7 in (X×Y×Z)
- Stromverbrauch PLA Verbrauch: 80W / ABS Verbrauch: 120W
Firmware: 3.13
IP, Zugang
- IP = 10.10.8.5
- url: carpo.mint-labs.de
- Nutzername: carpo_3_admin
- Passwort: frage einen Admin!
Anschalten
- Der Drucker hängt an einer Mekrfach-Steckdose. Diese musst du anschalten.
- Der Drucker hat einen weiteren Schalter hinten am eingebauten Netzteil; dieser sollte immer an sein
- der eingebaute Raspberry Pi fährt nach dem Anschalten automatisch hoch
Abschalten
- Drucker abschalten
- Mehrfachsteckdose abschalten
- fertig
Prusa MINI+ ("dione_4"), IP 10.10.8.6
Der Rechte 3D-Drucker ist die dione.
Status = betriebsbereit
Specs
- Bauvolumen 180 x 180 x 180 mm | 7 x 7 x 7 Zoll
- Schichthöhe 0,05 – 0,25 mm
- Düse 0,4 mm Standard, eine breite Palette von anderen Durchmessern/Düsen wird unterstützt
- Durchmesser des Filaments 1,75 mm
- Unterstützte Materialien Große Auswahl an Thermoplasten, einschließlich PLA, PETG, ASA, ABS, PC (Polycarbonat), CPE, PVA/BVOH, PVB, HIPS, PP (Polypropylen), Flex, nGen, Nylon, Woodfill und andere gefüllte Materialien.
- Max. Verfahrgeschwindigkeit 200+ mm/s
- Max. Düsentemperatur 280 °C / 536 °F
- Max. Heizbett-Temperatur 100 °C / 212 °F
- Extruder Bowden-System mit 3:1-Getriebe
- Druckoberfläche Abnehmbare magnetische Stahlbleche(*) mit verschiedenen Oberflächen, Heizbett mit Kompensation kalter Ecken
- Druckerabmessungen (ohne Spulenhalter & externes Netzteil) 4,5 kg 38×33×38 cm; 15×13×15 Zoll (X×Y×Z)
Firmware: 5.1.0
IP, Zugang
- IP = 10.10.8.6
- url: dione.mint-labs.de
- Nutzername und Passwort: in den Druckereinstellungen nachsehen
Anschalten
- Der Drucker hängt an einer Mekrfach-Steckdose. Diese musst du anschalten.
Abschalten
- Schalter abschalten
- fertig
Wartungs-Tagebuch
- 24.03.2025: Schmieren aller Linearführungen und reinigung des Druckers (von Mario L.)
Prusa MK3S+ ("euporie_5"), IP 10.10.8.4
Status = betriebsbereit
Specs
- Bauvolumen 25×21×21 cm (9,84"×8,3"×8,3")
- Schichthöhe 0.05 - 0.35 mm
- Düse 0,4 mm Standard, eine breite Palette anderer Durchmesser/Düsen wird unterstützt
- Filament Durchmesser 1.75 mm
- Unterstützte Materialien Große Auswahl an Thermoplasten, einschließlich PLA, PETG, ASA, ABS, PC (Polycarbonat), CPE, PVA/BVOH, PVB, HIPS, PP (Polypropylen), Flex, nGen, Nylon, Carbon gefüllt, Woodfill und andere gefüllte Materialien.
- Maximale Verfahrgeschwindigkeit 200+ mm/s
- Maximale Düsentemperatur 300 °C / 572 °F
- Maximale Heizbett-Temperatur 120 °C / 248 °F
- Extruder Direct Drive, Bondtech Antrieb, E3D V6 Hotend
- Druckoberfläche Abnehmbare magnetische Stahlbleche(*) mit verschiedenen Oberflächenbehandlungen, Heizbett mit Kompensation der kalten Ecken
- Abmessungen des Druckers (ohne Spule) 7 kg, 50×55×40 cm; 19,6×21,6×15,7 in (X×Y×Z)
- Stromverbrauch PLA Verbrauch: 80W / ABS Verbrauch: 120W
Firmware 3.13
IP, Zugang
- IP = 10.10.8.4
- Nutzername: euporie_5_admin
- Passwort: frage einen Admin
Anschalten
- Der Drucker hängt an einer Mehrfach-Steckdose. Diese musst du anschalten.
- Der Drucker hat einen weiteren Schalter hinten am eingebauten Netzteil; dieser sollte immer an sein
- der eingebaute Raspberry Pi fährt nach dem Anschalten der Mehrfach-Steckdose automatisch hoch
Abschalten
- Im Bestfall wird der Raspberry Pi heruntergefahren (im Browser)
- Mehrfachsteckdose abschalten
- fertig
Installierte OctoPrint-Plugins:
- Touch UI
- Octolapse
- Exclude Region
- Pretty GCode
- The Spaghetti Detective (Obico for Octoprint)
- Bed Level Visualizer
- OctoPrint-Enclosure
- WS281x LED Status
- Navbar Temp
- OctoPrint-Dashboard
- FloatingNavbar
LabBook:
04.05.2024: "Thermische Anomalie"-Fehler, daher mit Mario Hotend-Thermistor ausgetauscht. Läuft wieder.
Prusa MINI+ ("ferdinand_6"), IP 10.10.8.7
Status = betriebsbereit
Specs
- Bauvolumen 180 x 180 x 180 mm | 7 x 7 x 7 Zoll
- Schichthöhe 0,05 – 0,25 mm
- Düse 0,4 mm Standard, eine breite Palette von anderen Durchmessern/Düsen wird unterstützt
- Durchmesser des Filaments 1,75 mm
- Unterstützte Materialien Große Auswahl an Thermoplasten, einschließlich PLA, PETG, ASA, ABS, PC (Polycarbonat), CPE, PVA/BVOH, PVB, HIPS, PP (Polypropylen), Flex, nGen, Nylon, Woodfill und andere gefüllte Materialien.
- Max. Verfahrgeschwindigkeit 200+ mm/s
- Max. Düsentemperatur 280 °C / 536 °F
- Max. Heizbett-Temperatur 100 °C / 212 °F
- Extruder Bowden-System mit 3:1-Getriebe
- Druckoberfläche Abnehmbare magnetische Stahlbleche(*) mit verschiedenen Oberflächen, Heizbett mit Kompensation kalter Ecken
- Druckerabmessungen (ohne Spulenhalter & externes Netzteil) 4,5 kg 38×33×38 cm; 15×13×15 Zoll (X×Y×Z)
Firmware: 5.1.0
IP, Zugang
- IP = 10.10.8.7
- über den Browser erreichbar unter ferdinand.mint-labs.de
Anschalten
- Alle Drucker im Druckerregal hängen an einer Mehrfach-Steckdose. Diese musst du anschalten.
- Der Drucker hat einen weiteren Schalter vorne; dieser sollte immer an sein
Abschalten
- Schalter ausschalten
- Mehrfachsteckdose abschalten
- fertig
Wartungs-Tagebuch
- 24.03.2025: Schmieren aller Linearführungen und reinigung des Druckers (von Mario L.)
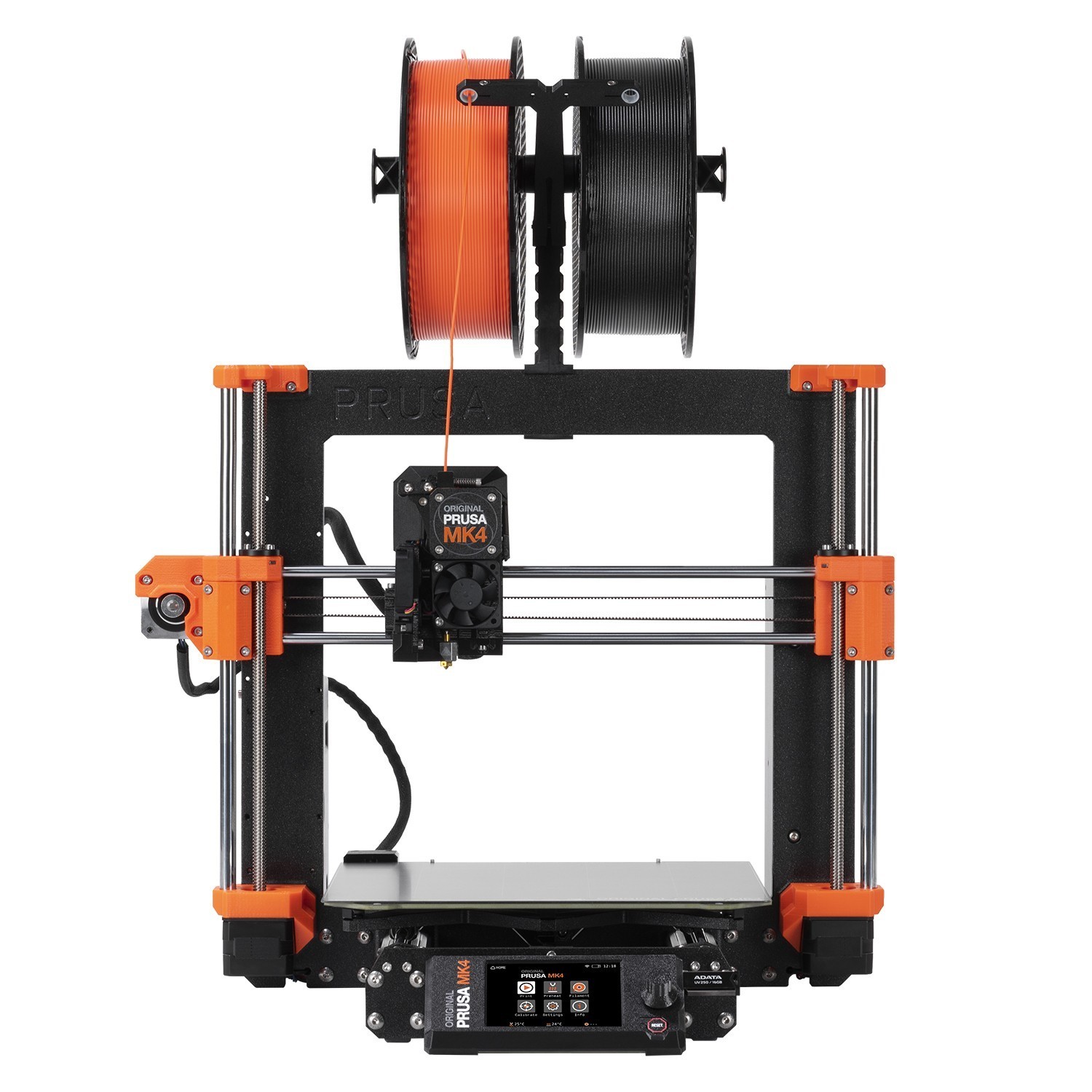
Prusa MK4 ("galatea_7"), IP 10.10.8.8
Status = betriebsbereit
Specs
- Bauvolumen 25×21×22 cm
- Schichthöhe 0.05 - 0.35 mm
- Düse 0,4 mm Standard, eine breite Palette anderer Durchmesser/Düsen wird unterstützt
- Filament Durchmesser 1.75 mm
- Unterstützte Materialien Große Auswahl an Thermoplasten, einschließlich PLA, PETG, ASA, ABS, PC (Polycarbonat), CPE, PVA/BVOH, PVB, HIPS, PP (Polypropylen), Flex, nGen, Nylon, Carbon gefüllt, Woodfill und andere gefüllte Materialien.
- Maximale Verfahrgeschwindigkeit 200+ mm/s
- Maximale Düsentemperatur 290 °C / 572 °F
- Maximale Heizbett-Temperatur 120 °C / 248 °F
- Extruder Nextruder, E3D V6 Hotend kompatibel (mit Adapter)
- Druckoberfläche Abnehmbare magnetische Stahlbleche(*) mit verschiedenen Oberflächenbehandlungen, Heizbett mit Kompensation der kalten Ecken
- Abmessungen des Druckers (ohne Spule) 7 kg, 50×55×40 cm; (X×Y×Z)
- Stromverbrauch PLA Verbrauch: 80W / ABS Verbrauch: 120W
Firmware: 5.1.0
IP, Zugang
- IP = 10.10.8.8
- Admin-Zugang: galatea_7_admin, für Passwort nen Admin fragen!
- Benutzer und Passwort: Am Drucker im Menü -> network -> PrusaLink
Anschalten
- Der Drucker hängt an einer Mehrfach-Steckdose. Diese musst du anschalten.
- Der Drucker hat einen weiteren Schalter hinten am eingebauten Netzteil; dieser sollte immer an sein
Abschalten
- Mehrfachsteckdose abschalten
- fertig
Wartungs-Tagebuch
- 31.03.2025: Schmieren aller Linearführungen und reinigung des Druckers (von Mario L.)
Filament-Drybox-Batterie
Grundidee
Da unsere Drucker teils 9h/Tag 5 Tage/Woche laufen, wurde uns das Filament-Wechseln irgendwann lästig. Normale Filamentrollen haben zwischen 700g und 800g. Die großen von DasFilament (XXL-Spulen) haben 2.600g!
Da diese großen Spulen ohnehin nicht mehr ins Drucker-Regal passten, und es sinnvoll ist, Filament vor Feuchtigkeit zu schützen, haben wir uns für den Bau einer Drybox-Batterie für bis zu vier Spulen zu je 2.600g entschieden.
Platz
Wie beschrieben war im Druckerregal selbst kein Platz mehr, aber auf dem Regal durchaus! Sollte das Druckerregal verschoben werden müssen, muss die Box abgenommen werden.
Box
Die Box ist eine einfache Ikea Samla Box mit 65l Fassungsvermögen zzgl. Deckel. Diese liegt umgekippt auf einer Längsseite, damit man angenehm über die Vorderseite den Deckel öffnen und die Spulen tauschen kann. Die Längsseite der Box ist mit einem 12mm Sperrholt verstärkt. nLuftdicht wird die Box durch einfachen Fenster-Dichtungsgummi zwischen Deckel und Box sowie diesen Klemmen in 10mm Höhe und 110% Breite.
Filament-Leitsystem
Das Filament-Leitsystem ist auf der Samla-Unterseite angebracht. Da die Box auf der Längsseite liegt, schaut die Unterseite nach hinten.
Dort sind 3D-gedruckte Durchführungen samt PC4-M10 Fittings für PTFE-Schläuche (2mm Innendurchmesser, 4mm Außendurchmesser) angebracht. Durch solche PTFE-Schläuche wird das Filament auf der Regal-Rückseite zum jeweiligen Drucker geführt. Durch die Regalrückwand geht es erneut mit oben beschriebenen Durchführungen samt PTFE-Fittings.
Die PTFE-Schläuche könnten mit diesen Clips zusätzlich gehaltert/geleitet werden.
Filamentrollen-Lager
Die Filamentrollen lagern auf dem standard Prusa-Mini-Base-Spoolholder, doch die Rails sind auf etwa 11,5cm verlängert.
Am Drucker
Am Prusa MK3 wird der PTFE-Schlauch von der Regalrückwand oben mittig am Rahmen geführt durch dieses 3D-Druckteil.
Bei den Prusa Minis ist die Durchführung durch die Druckerregal-Rückwand möglichst weit unten rechts (in der Nähe des Filamentsensors) angebracht. Von dort wird das Filament direkt zum Filamentsensor geführt.
Trockenhaltung
Wir nehmen einfache Silicagel-Kugeln in diesem Gehäuse und ein einfaches Hygrometer/Thermometer in diesem Gehäuse.
Filamentwechsel
Der Filamentwechsel geht relativ einfach. Nach dem Auswerfen am Drucker kann die jeweilige Filamentrolle solange gerollt werden, bis das Filament komplett aufgerollt ist.
Danach Rolle entnehmen und neue einlegen. Am Filamentende am besten schräg abschneiden, dann lässt sich das FIlament einfach und gut in die Schläuche einführen.
Nun den rückseitigen PTFE-Schlauch zwischen Samla-Box und Regal-Rückwand aus den Fittings nehmen, Filament durch das Fitting an der Samla-Box, dann durch den PTFE-Schlauch, dann durch das Fitting an der Regalrückwand führen. Nun den PTFE-Schlauch beidseitig (an der Samla-Box sowie an der Regal-Rückwand) wieder ins Fitting drücken. Nun am Drucker wie gewohnt das Filament einlegen.
3D-Druck-Monitor (nur für Octoprint)
Gehäuse:
- https://www.thingiverse.com/thing:2934049
- https://www.thingiverse.com/thing:4538747
- https://www.thingiverse.com/thing:2884823
Anleitung und Source-Code:
- http://www.instructables.com/id/3D-Printer-Monitor-Wemos-D1-Mini-ESP8266/
- https://github.com/Qrome/printer-monitor
Kameras
Wir nutzen einfache ESP32-Cam als WiFi-Kameras für jeden Drucker.
HIER ist die Anleitung zu finden.
HIER findet sich ein 3D-Druck Gehäuse mit Arm.
Die Kameras sind jeweils in Prusa Connect eingebunden und benannt nach ihrem Drucker und der lokal erreichbaren IP-Adresse. Sie sind so eingestellt, dass sie alle 20sec ein Foto mit Blitz machen in höchster Auflösung.