Skip to main content
Anleitung
Status= betriebsbereit
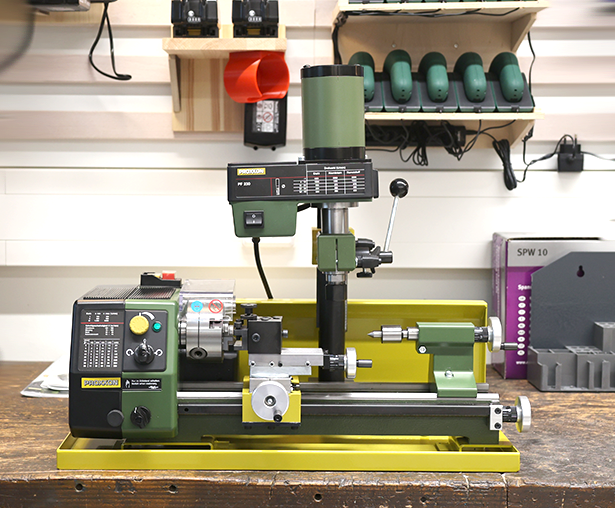
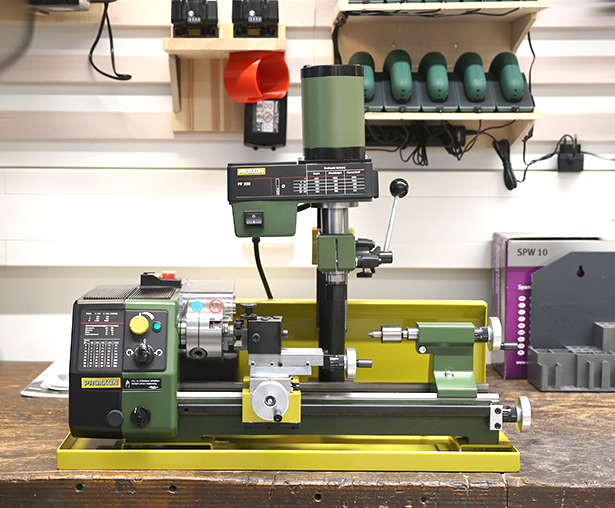
Typ: Präzisionsdrehmaschine PD 250/E Proxxon
Technische Daten:
- Spitzenweite 250 mm, Spitzenhöhe 70 mm, Spitzenhöhe über Support 43 mm
- Maschinenbett: Maschinenguss mit breitbeiniger Prismenführung, schwingungsfreies Arbeiten auch bei hoher Belastung, Rückseitig Flansch zur Befestigung der Fräse PF 230, abgedeckte Leitspindel
- Spindelstock: Alu-Druckguss, Präzisionsgelagerte Hauptspindel mit 10,5 mm Durchlass, Futterseitig 70 mm auf 14 mm hohlgebohrt, MK 2-Aufnahme, Drehschalter für die Zuschaltung des automatischen Vorschubs über Leit- und Zugspindel
- Reitstock: Alu-Druckguss, Pinole Ø 18 mm, ausfahrbar bis 30 mm, Millimeter-Skala, MK 1-Aufnahme und mitlaufender Körnerspitze
- Support: Bettschlitten aus Zink-Druckguss, Querschlitten und Oberschlitten aus Stahl, Querschlitten und Oberschlitten aus Stahl
- Antrieb: DC-Spezialmotor mit 3-stufigem Riemengetriebe für 300 - 900 und 3.000/min, Drehzahlregelungnach Riemenübersetzung auch auf 100 - 300 oder 1.000/min, Rechts- und Linkslauf, Relais-Schalter mit Not-Aus-Funktion und Wiederanlaufschutz
- Drehfutter: 3-Backen-Futter nach DIN 8386 Klasse 1, Spannbereich durch Wendebacken von 2 - 75 mm, Drehfutterschutz mit Sicherheitsabschaltung
- Gewindeschneideinrichtung: Wechselrädern für Links- und Rechtsgewinde der wichtigsten Steigungen (0,5 - 0,625 - 0,7 - 0,75 - 0,8 - 1 - 1,25 - 1,5)
- Sonstige technische Daten: 230 V. 50/60 Hz. Größe L 560, T 270, H 170 mm. Gewicht ca. 12 kg.
Benutzung:
- vor der Benutzung des Geräts die Gebrauchsanweisung durchlesen, dort ist alles genauer beschrieben
- hier sind die Bestandteile der Präzisionsdrehmaschine mit Bildern
- Anleitung für das Abfräsen eines Werkstücks:
- Einspannen des Schneid- und Fräsmetalls: Das Schneidmetall wird in den Stahlhalter eingesetzt und mit den oberen Schrauben passend festgemacht, das Schneidmetall sollte weit hinten eingespannt werden
- Werkstück einspannen in das Backen-Drehfutter, hier darauf achten, dass das Schneidmetall auf Höhe der Mitte des Werkstücks ist, zum Eistellen die Schrauben an dem Stahlhalter benutzen
nundas dieSchneidmetall Einstellungmit desder Schneidmetalls verändern durch dievorderen Kurbel vorneknapp an demden Stahlhalter sodass das Schneid- und Fräsmetall erstmal nur weingRand des Werkstücks abnimmtpositionieren sodass es nur wenig des Werkstücks abnehmen kann- bevor das Gerät angeschalten wird das Schneidmetall von dem Werkstück nach hinten fahren, dazu die rechte Kurbel an dem Stahlhalter betätigen
- die Maschine hat oben links zwei Schalter der Linke zum Anschalten der Rechte zum Ausschalten
- die Drehgeschwindigkeit des Werkstücks kann an dem gelben linken Rad verändert werden
- Maschine anschalten und Geschwindigkeit einstellen, langsam mit dem Schneidmetall auf das Werkstück kurbeln, dies funktioniert durch die rechte Kurbel
- nun langsam und gleichmäßig in Richtung des Werkstücks fahren
- wenn ein Kratzen zu hören ist nimmt das Schneidmetall Material des Werkstücks ab
- mit dem vorderem Rad an den Stahlhalter kann das Schneidmetall näher an das Werkstück herangefahren werden
- Gewindeschneider und Bohrer können in das Industrie-Bohrfutter eingespannt werden
- das Borhfutter kann mit der ganz rechten Kurbel bedient werden
- abschalten durch den oberen rechten Schalter