Skip to main content
Anleitung
Status= betriebsbereit
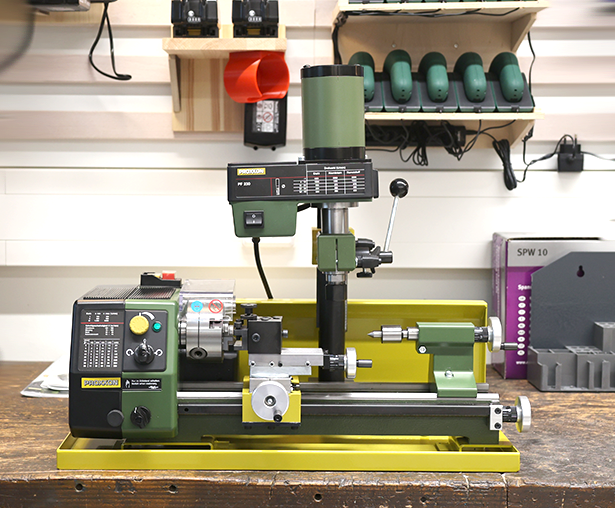
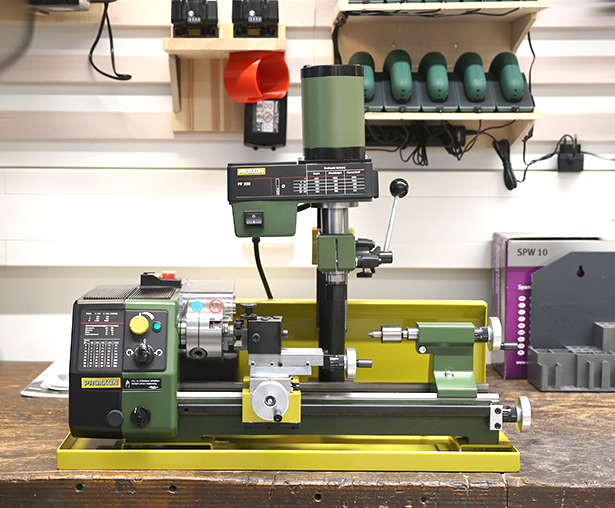
Typ: Präzisionsdrehmaschine PD 250/E Proxxon
Technische Daten:
- Spitzenweite 250 mm, Spitzenhöhe 70 mm, Spitzenhöhe über Support 43 mm
- Maschinenbett: Maschinenguss mit breitbeiniger Prismenführung, schwingungsfreies Arbeiten auch bei hoher Belastung, Rückseitig Flansch zur Befestigung der Fräse PF 230, abgedeckte Leitspindel
- Spindelstock: Alu-Druckguss, Präzisionsgelagerte Hauptspindel mit 10,5 mm Durchlass, Futterseitig 70 mm auf 14 mm hohlgebohrt, MK 2-Aufnahme, Drehschalter für die Zuschaltung des automatischen Vorschubs über Leit- und Zugspindel
- Reitstock: Alu-Druckguss, Pinole Ø 18 mm, ausfahrbar bis 30 mm, Millimeter-Skala, MK 1-Aufnahme und mitlaufender Körnerspitze
- Support: Bettschlitten aus Zink-Druckguss, Querschlitten und Oberschlitten aus Stahl, Querschlitten und Oberschlitten aus Stahl
- Antrieb: DC-Spezialmotor mit 3-stufigem Riemengetriebe für 300 - 900 und 3.000/min, Drehzahlregelungnach Riemenübersetzung auch auf 100 - 300 oder 1.000/min, Rechts- und Linkslauf, Relais-Schalter mit Not-Aus-Funktion und Wiederanlaufschutz
- Drehfutter: 3-Backen-Futter nach DIN 8386 Klasse 1, Spannbereich durch Wendebacken von 2 - 75 mm, Drehfutterschutz mit Sicherheitsabschaltung
- Gewindeschneideinrichtung: Wechselrädern für Links- und Rechtsgewinde der wichtigsten Steigungen (0,5 - 0,625 - 0,7 - 0,75 - 0,8 - 1 - 1,25 - 1,5)
- Sonstige technische Daten: 230 V. 50/60 Hz. Größe L 560, T 270, H 170 mm. Gewicht ca. 12 kg.
Benutzung:
- vor der Benutzung des Geräts die Gebrauchsanweisung durchlesen, dort ist alles genauer beschrieben
- hier sind die Bestandteile der Präzisionsdrehmaschine mit Bildern
- Anleitung für das Abfräsen eines Werkstücks:
- Einspannen des Schneid- und Fräsmetalls: Das Schneidmetall wird in den Stahlhalter eingesetzt und mit den oberen Schrauben passend festgemacht, das Schneidmetall sollte weit hinten eingespannt werden
- Werkstück einspannen in das Backen-Drehfutter, hier darauf achten, dass das Schneidmetall auf Höhe der Mitte des Werkstücks ist, zum Eistellen die Schrauben an dem Stahlhalter benutzen
- das Schneidmetall mit der vorderen Kurbel knapp an den Rand des Werkstücks positionieren sodass es nur wenig des Werkstücks abnehmen kann
- den Stahlhalter auf der horizontalen Achse nach rechts kurbeln
- die Maschine hat oben links zwei Schalter der Linke zum Anschalten der Rechte zum Ausschalten
- die Drehgeschwindigkeit des Werkstücks kann an dem gelben linken Rad verändert werden
- Maschine anschalten und Geschwindigkeit einstellen, langsam mit dem Schneidmetall auf das Werkstück kurbeln, dies funktioniert durch die rechte Kurbel
- nun langsam und gleichmäßig in Richtung des Werkstücks fahren
- wenn ein Kratzen zu hören ist nimmt das Schneidmetall Material des Werkstücks ab
- mit dem vorderem Rad an den Stahlhalter kann das Schneidmetall näher an das Werkstück herangefahren werden
- Gewindeschneider und Bohrer können in das Industrie-Bohrfutter eingespannt werden
- das Borhfutter kann mit der ganz rechten Kurbel bedient werden
- abschalten durch den oberen rechten Schalter